Существует два основных вида красок для карусельной печати по текстилю – краски на водной основе и пластизоли. К первым относятся краски, состоящие из пигментной эмульсии, добавок и смолооборазующих агентов в воде, а ко вторым – краски на основе дисперсии пигментов, добавок и смолообразующих агентов в ПВХ или других полимерных базах, растворяемых в пластификаторе.
Водные краски считаются более привычными и предпочтительными для печатников, имеющих опыт работы на скоростных ротационных печатных машинах. Объясняется это тем что, во-первых, текстильные изделия с нанесенной печатью водными красками более мягкие и хорошо переносят глажку и химическую чистку, во-вторых, водные краски легко смываются водой с шаблона и можно быстро сменить рисунок.
Более популярные на западе пластизольные краски обладают очень ценным для работы свойством – они вообще не сохнут при нормальной температуре воздуха и «ложатся» практически на любой материал.
Как водные, так и пластизольные краски используются для ручной или автоматической печати на карусельных машинах, чтобы получить печать и на светлой, и на темной подложках.
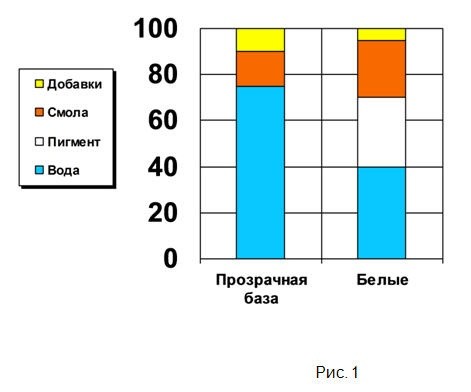
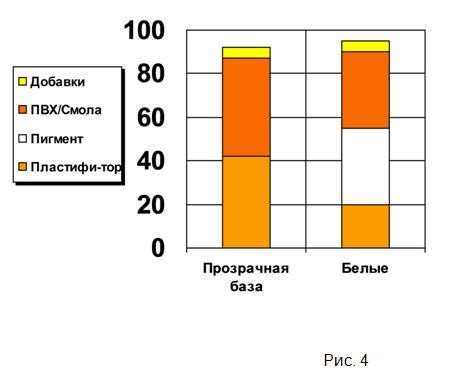
Состав красок на водной и пластизольной основе.
Прозрачная база водных красок состоит преимущественно из воды (>75%), а также включает в себя 10% добавок и 15% смолы. Не содержит пигмент в отличие от белой краски на водной основе (30%). Белая краска лишь на 40% состоит из воды, примерно 25% смолы и небольшого количества добавок.
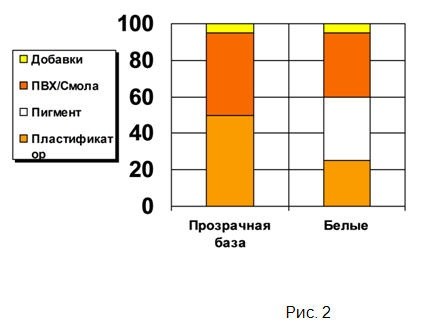
Состав пластизолей
Прозрачная база для пластизолей также как и водная не содержит пигмента в отличие от белой краски. Прозрачная база содержит примерно равное количество пластификатора и ПВХ/смолу, в то время как в белой пластизольной краске приблизительно равные доли составляют пигмент и ПВХ/смола, а доля пластификатора почти в 2 раза ниже, чем в прозрачной базе. Содержание добавок одинаково как в прозрачной базе, так и в белой пластизольной краске.
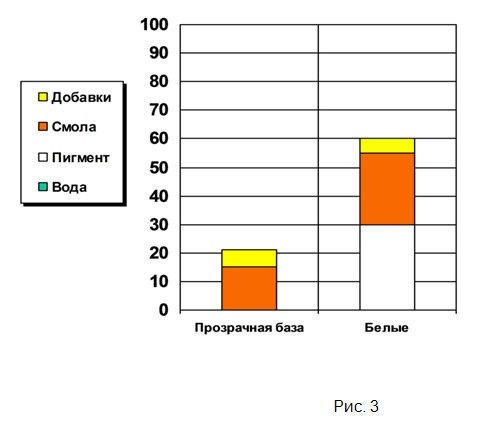
Краски на водной основе после прохождения сушильного шкафа
Пигментная композиция на водной основе содержит большое количество воды, которая испаряется после сушки. Наглядно этот процесс представлен на рис. 3, где исходная композиция после сушки значительно уменьшается в объеме, оставляя на поверхности текстильного материала тонкую эластичную пленку (прозрачная база). Белая краска почти в половину уменьшается в объеме. Помимо мягкого грифа частицы пигментного красителя, концентрируясь в тонком слое сухого остатка, обеспечивают высокую яркость отпечатка.
Физические параметры, принимаемые в расчет:
Сухой остаток: уменьшился по сравнению с сухим остатком пластизоля; количество сухого остатка в пигментной композиции после сушки составляет 20-60% от первоначального количества.
Пластизоли после прохождения сушильного шкафа
Пластизольная краска практически не меняется в объеме, оставляя на поверхности текстильного материала более плотную пленку с выраженным гуттаперчевым грифом. Пигментные частицы красителя после сушки не концентрируются, в результате чего яркость отпечатка менее выражена, чем при печати пигментной композицией на водной основе. Мы видим пигментные частицы как бы сквозь толщу стекла. Запечатка большой поверхности также заметно увеличивает вес изделия.
Физические параметры, принимаемые в расчет: сухой остаток: высокий сухой остаток (92-95 % от исходного)
На рис. 5 представлен летучий компонент Красок на водной основе. Левая диаграмма показывает, что из прозрачной базы испаряется до 80% воды, а правая диаграмма показывает испарение воды из белой краски.
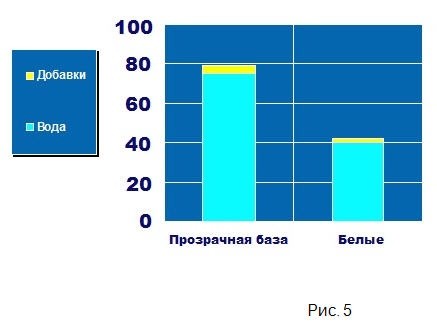
Физические параметры воды принимаемые в расчет: температура кипения воды – 100°C; поверхностное натяжение воды – 72,8 дин/см при 20 °С
Летучий компонент пластизолей наглядно представлен на рис. 6. Как мы видим в обоих случаях из пластизольной печатной пасты удаляется очень небольшое количество летучего компонента (органического растворителя, пластификатора и добавок).
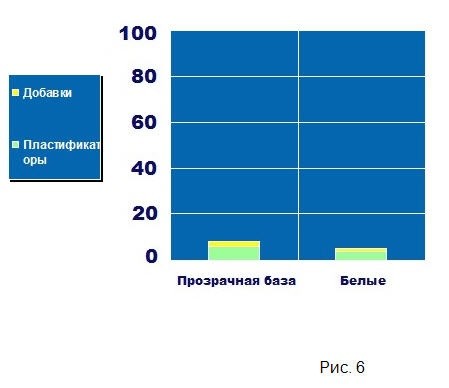
Физические параметры пластификатора, принимаемые в расчет в случае пластизольных красок: температура кипения пластификатора - 280°C; поверхностное натяжение пластификатора – 34 дин/см при 20 °С
Поведение 2х видов продукта во время печати и выявленные отличия

Адгезивные свойства печатных красок.
Адгезия печатной краски к поверхности материала и, как следствие, хорошее проникновение композиции в глубь текстильного субстрата способствует улучшению результатов печати. Скорость проникновения печатной композиции в текстильный материал зависит от показателя поверхностного натяжения на границе раздела фаз.
Технолог должен учитывать, что поверхностное натяжение воды при 20°C составляет 72,8 дин/см, а пластификатора – 34 дин/см. на гидрофобную поверхность печатная краска ложится очень плохо, что приводит к различным дефектам печати и пониженным показателям устойчивости напечатанного рисунка к различным физико-химическим воздействиям.
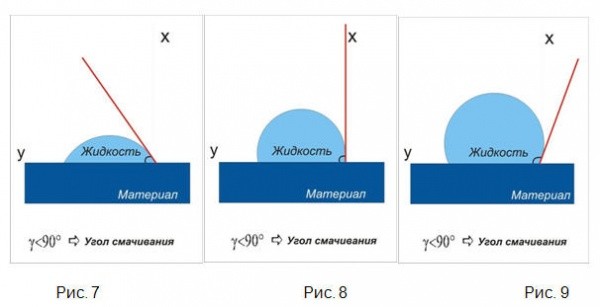
Простым методом, позволяющим определить характер взаимодействия печатной композиции с поверхностью текстильного материала является наблюдение за каплей жидкости, нанесенной на поверхность ткани.
Чем ниже поверхностное натяжение жидкости по сравнению с поверхностным натяжением тела, тем больше жидкость смачивает тело. Теоретическое поведение капли жидкости в зависимости от угла смачиваения представлено на рис. 7-9. На первом рисунке 7 показано, как ведет себя капля при хорошем смачивании поверхности жидкостью, а на рисунке 9 соответственно показан случай плохого смачивания поверхности.
Поведение реальной капли жидкости или в нашем случае капли печатной композиции, нанесенной на поверхность текстильного материала показано соответственно на рис. 10 и 11.

Обсыхание на шаблоне и четкость рисунка.
Проведем сравнительный анализ поведения водных и пластизольных красок вво время процесса сушки/термофиксации. Как известно, температура кипения любой жидкости определяет скорость ее испарения. Чем ниже температура кипения, тем быстрее происходит испарение, а, следовательно, тем выше скорость обсыхания на шаблоне.
Использование продуктов на водной основе ограничено при печати мелких деталей и растровых рисунков, особенно в очень жарком климате. Поэтому они считаются пригодными для печати обычных текстильных рисунков. (Температура кипения воды – 100°C).
Что касается пластизольных красок, то пластизоли AVANTEX превосходно подходят для печати мелких деталей и растровой печати (Точка кипения пластификатора 280°C).
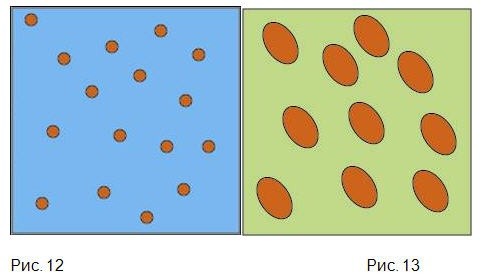
При комнатной температуре (исходное состояние печатной пасты) распределение частиц пигмента в печатной композиции на водной основе показано на рис. 12, а распределение частиц ПВХ в печатной композиции на основе пластизолей представлено на рис. 13.
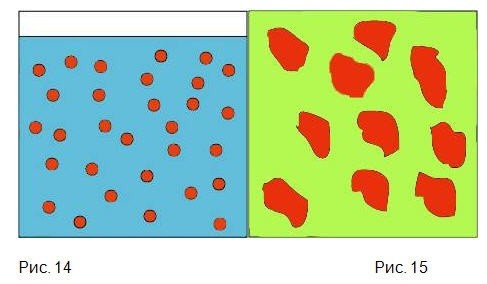
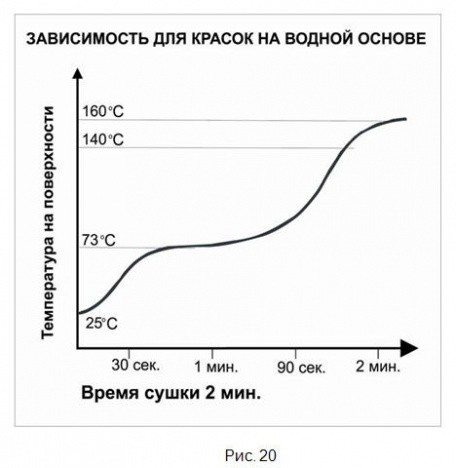
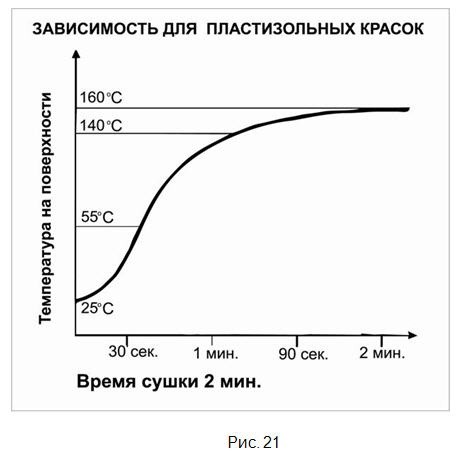
При нагревании до температуры 55°C вода начинает испаряться из водной краски (рис. 14). Частицы ПВХ в печатной композиции на пластизольной основе переходят в так называемую предгелевую фазу (рис. 15).
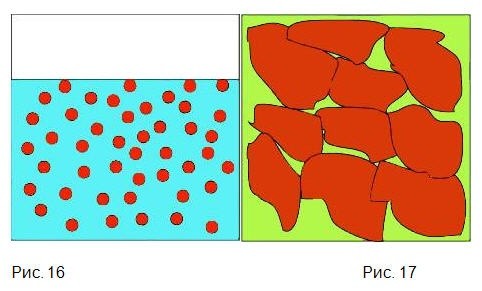
При дальнейшем нагревании до температуры 73°C вода продолжает испаряться из водной краски (рис. 16), а частицы пластификатора при 85°C набухают и переходят в гелевую фазу (рис. 17). Сушка горячим воздухом является наиболее эффективной для высыхания водных красок. Для пластизольных красок подходит быстрая и экономичная система ИК нагрева.
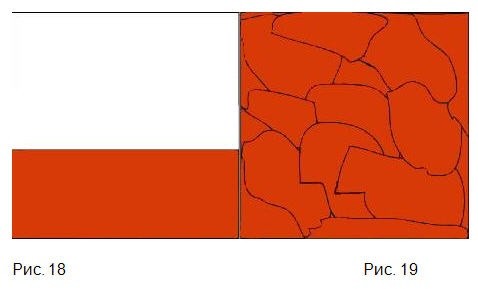
При температуре 140°C водная пигментная композиция утратила всю воду и вступила в фазу полимеризации (рис. 18). Пластизольная композиция при этой температуре становится воскообразной (рис. 19).
При температуре 160°C в печатной композиции на водной основе заканчивается процесс полимеризации и прочностные характеристики напечатанного рисунка достигают своих оптимальных значений. Пластизольная краска при температуре 160°C переходит в расплав и также полимеризуется. Отличие пластизольной краски заключается в том, что процесс фиксации начинается только при достижении этой критической температуры.
На следующих рисунках приведены обобщенные температурные зависимости протекания процесса сушки и термофиксации для пигментных композиций на водной основе (рис. 20) и композиций на пластизольной основе (рис. 21).
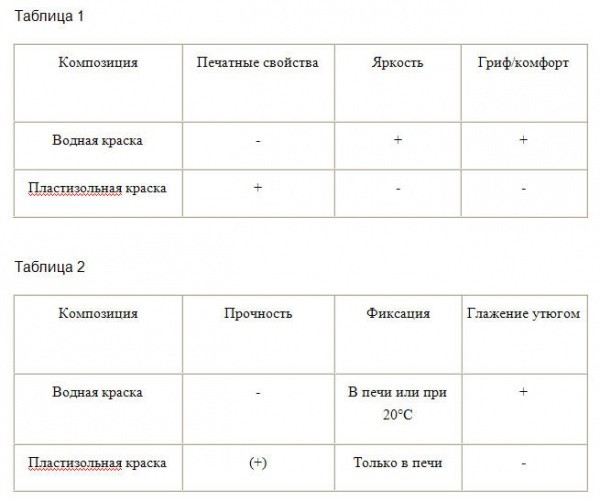
В таблицах 1 и 2 приведены итоговые сравнительные характеристики печатных композиций на водной и пластизольной основе: знаком (+) обозначено наличие данного свойства, либо достаточно хороший уровень этого свойства, знаком (-) обозначено отсутствие данного свойства, либо слабое его проявление.
Яркость цветов (выход цвета).
Из-за низкого сухого остатка красок на водной основе (20-60%), становится возможным выход пигментов на поверхность во время сушки, что дает очень хорошую яркость цветов. Кроме того, более низкий остаток позволяет добиться более приятного ощущения на ощупь и высокой комфортабельности и носкости одежды.
Благодаря высокому сухому остатку пластизолей (92-95%), они позволяют добиться более толстой пленки после сушки, при этом делая цвет видимым как бы из-под стекла, уменьшая яркость цветов.
Кроме того, такой высокий сухой остаток, особенно на больших поверхностях, предполагает утяжеление напечатанного рисунка и увеличение общего веса изделия.
Основные различия красок (обобщенные характеристики).
Пигменты на водной основе:
- меньшее количество твердого остатка позволяет частицам пигмента распределятся в поверхностном слое, что приводит к более высокой яркости;
- меньшее количество сухого остатка на материале способствует более мягкому грифу и комфортности изделия. Устойчивость к трению в целом хуже;
- требует более низкой температуры фиксации и возможно проводить фиксацию даже при комнатной температуре при использовании специальных катализаторов;
- поверхность можно гладить утюгом;
- большая скорость сушки. Может происходить даже при комнатной температуре.
- Тенденция к забиванию шаблонов. (Температура кипения воды 100°C).
Пластизоли:
- высыхают медленно, особенно при комнатной температуре, и, следовательно, обеспечивают прекрасные печатные свойства, а именно – удобство в работе (Температура кипения пластизоля 280°C);
- высокое содержание сухого остатка приводит к частичному приглушению яркости частиц красителя и в целом яркость окраски ниже, чем при печати пигментами на водной основе;
- имеет больший резиноподобный остаток и на больших поверхностях получается более тяжелый, резиноподобный гриф;
- лучше смачивает поверхность, но необходимо все-таки обращать внимание и проводить тест на смачиваемость;
- для термофиксации необходима более высокая температура;
- при нагревании имеет тенденцию к размягчению, поэтому поверхность нельзя разглаживать утюгом.
Модные эффекты, которые предпочтительней получать с помощью пигментов на водной основе
RoomtemperatureElastotex……… Матовые и блестящие эффекты, фиксирующиеся при комнатной температуре
Tintoprint……………………………….Высветляющие эффекты
Resertint…………...............................Резервная печать
Cromatex LSC 06…………………… Вытравная печать
Superflex……………………………….Высокая кроющая способность на Лайкре
CromatexDevore’ ………………….. Эффекты выжигания на хлопке
NewtexThermochromic …………… Термохромная печать
NewtexAroma…………………………Ароматические эффекты
Newtexreflective………................... Светоотражающие эффекты
NewtexBinderforgold 06…………...Печать металлизированными пигментами
Newtex Clear base for PUG glitter… Глиттеры
Transterm ……… … … … … … … Термопечать флоками и металлизированными пленками
NewtexDelave’……………………… Эффекты старения
Newtex EXP-FLC…………………… Объемные пенные эффекты
SprayTex……………………………… Аэрозоли для готовых изделий
Эффекты, получаемые на пластизольных красках
Avantexline……………………………. Очень высокая кроющая способность и матовые эффекты
Avantex 3D MattBase ….………….. Получение сатинового эффекта
Avantex 3D Transp + Toners................Высокая толщина с блестящим эффектом
AvantexLensClear…………………… Прозрачный линзовый эффект
AvantexClearBaseforGlitter…………Пластизольный глитер эффект
AvantexExpan + Toners………………Пенная блестящая печать
Avantex + Additive 80………………… Эффект натуральнойкожи
Avantex binder for microspheres…… Эффект микросфер