Приветствую Вас дорогие коллеги!!!
Данная статья, будет полезна как для продвинутых, так и для тех, кто только начинает осваивать технологию трафаретной печати.
Речь пойдет о том, как самостоятельно в домашних условиях, изготовить из металлического профиля трафаретные рамочки. Алюминиевые рамки кусаются по ценам, поэтому предлагаю очень простой и дешевый варинт, обеспечить себя, свой бизнес на начальном этапе,трафаретными печатными формами, буквально за символическую сумму.
Я всегда писал и говорил, что использую для печати рамочки, изготовленные из дерева, время идет, и буквально за пару лет воздействия на них водой, хранения в помещении с непостоянной температурой и влажностью, рамочки начинает выкручивать, в народе это называется вертолет.
Вы сами прекрасно понимаете что... такими кривыми рамками не получить качественную печать многоцветных изображений на футболке, невозможно произвести совмещение. Поэтому решено было их по мере возможности менять на металлические.
Деревянные рамки, конечно, оставлю, для одноцветной печати, они в самый раз.
На неделе, за два дня, не спеша, изготовил 5 рамочек.
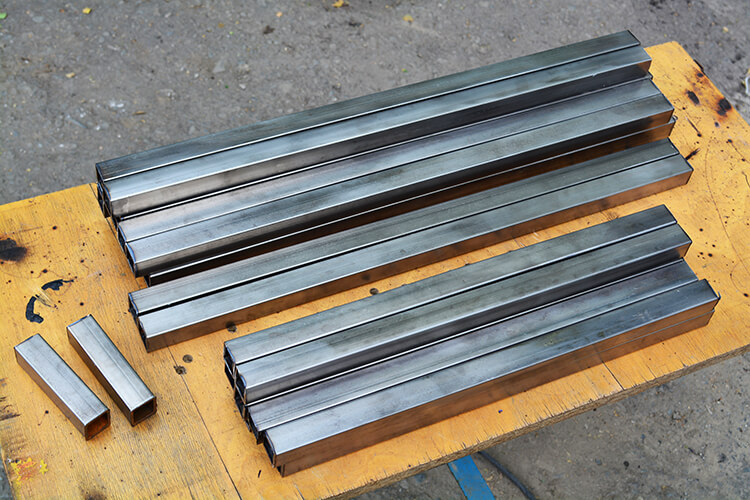
Купил две металлические квадратные трубы, размер 25Х25 по 6 метров каждая.В общем 12м этого как раз мне хватило для изготовления 5-ти рамок, осталось, 2 небольших отрезка, и две боковины размером по 60см.(останутся для следующей сборки рамок) Размер рамок делаю под свой карусельный станок. Наружный размер рамки 45Х60см.
Давайте уже приступим к сборке, для этого нам понадобится:
1) Болгарка, диск.
2) Щетка на болгарку, для удаления ржавчины.(можно воспользоваться наждачной бумагой, но это очень долго и не так качественно)
3) Струбцины, желательно 4 шт.
4) Сварка, я пользуюсь инверторной, десяток электродов 2мм.
5) Приспосболение для сварки.
5) Герметик автомобильный, (у кого есть возможность, можно использовать автомобильную шпаклевку)
7) Растворитель 646 (для обезжиривания) краска, кисточка.
8) Метр, линейка уголок и маркер.
9) Краску по металлу (я использовал быстросохнущую краску с молотковым эффектом, черного цвета)
10) Руки, растущие из правильного места. ))))
11) Желание и терпение.

Прикручиваем на болгарку щетку и тщательно удаляем ржавчину.

Делаем разметку и нарезаем нужное количество отрезков.
на одну рамку, две вверхние перекладины по 45 см каждая, и две боковины по 60см.
Общая длинна профиля для одной рамы 210см, не забывайте что еще уйдет несколько милиметров на срезы, по толщине диска)
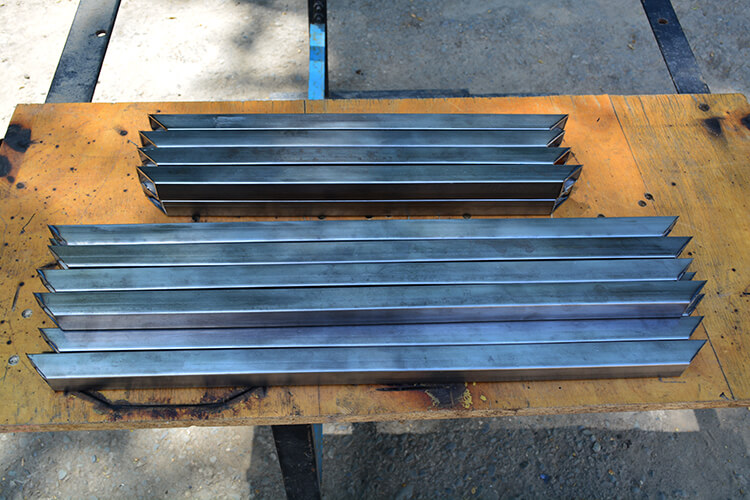
Следующий шаг, делаем разметку для среза под 45 гр.
Для правильной разметки 45 гр, используем линейку уголок, она предназначена для этих целей.
Разметку делаем с двух сторон квадратной трубы. (позже объясню для чего нужна разметка с друх сторон)


Важный шаг, от которого зависит качество изготовления рамки это ровный срез уголков.
Выше я писал, что разметку нужно сделать с двух стонок трубы. Это нужно для того, чтобы ровно сделать срез обычной болгаркой без приминения маятниковой пилы, которой у многих нет.
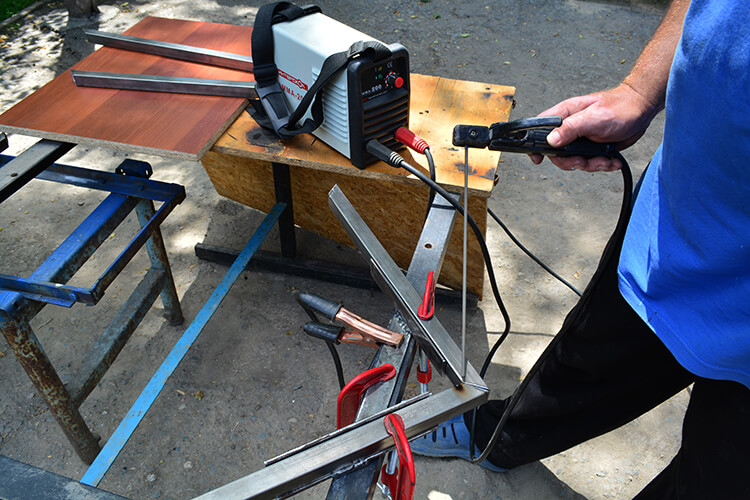
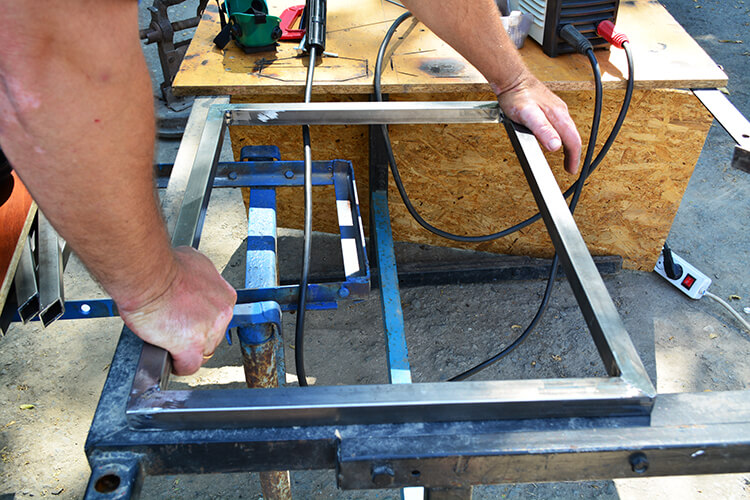
Процесс такой, зажимаем отрезок на ровной поверхности струбциной, как на фото, подрезаем до половины трубы по линии, переворачиваем трубу и окончательно дорезаем уголок по нижней линии.
Не пытайтесь отрезать сразу за один проход, как бы вы не старались держать ровно болгарку, все равно получится кривой срез, и в дальнейшем большая шель на стыках, что затруднит сварочным работам и у вас сильно поведет рамку.
После того как срезали уголки с друх стонок, переверните трубу срезами вверх и плоской поверхностью диска болгарки, шлифаните слегка срез, чтобы он получился ровный.

После того, как нарезали нужное количество, приступаем к сварным работам.
Для этого используем специальное приспособление, которое поможет нам выдержать правильный угол рамки.
Производим три сварных шва, сверху, внутри и торец снаружи. Нижний шов, не провариваем, до определенного момента.


Теперь нам нужен шаблон, это лист из любого материала, (я использую для этой цели лист ЛДСП) главное чтобы он был жетский и с идеально ровной поверхностью, под размер рамки.
Прижимаем рамку струбцинами к шаблону, и болгаркой обрабатываем сварные швы.
На чистую обрабатываем все сварные швы, удаляем окалину, и делаем швы гладкими, ровными.
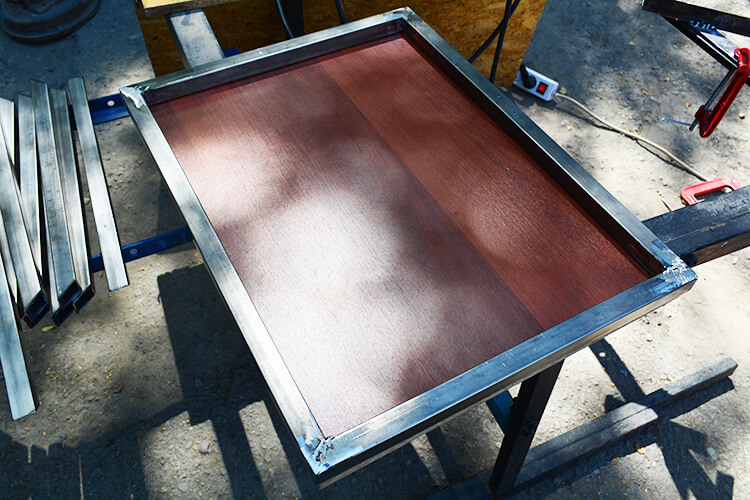


После того, как все швы зачищены под лицо, нужно положить рамку на шаблон той стороной, на которую вы будете клеить сетку, струбцинами не зажимайте, и по очереди жмем пальцем на каждый угол рамы сверху, и видим... что рамка у нас гуляет от 2 до 5мм, с угла на угол, а это значить, что рамку повело от сварки, не переживайте, это не критично и лекго устраняется, как бы вы не прижимали рамку стубцинами во время сварки, ее все равно поведет на 2 или даже на 5 мм.
Как это исправить???
Разрезать швы и переваривать не нужно. Очень внимательно посмотрите на фото ниже и вы поймете как подправить рамку.
После того, как вы выявили какой угол у вас гуляет, на него производим давление.
Прижимаем рамку рукой, две плоскости рамы должны прижаты жестко вашей рукой, а тот угол который гуляет, должен быть на весу, без фанатизма, слегка, толчками продавливаем этот угол вниз, очень осторожно, лучше это сделать несколко раз, чем вы прогнете его в обратную сторону, хуже всего если отвалится сварной шов.))) Даванули один раз, проверили на шаблоне, если вдруг передовили, то переворачиваем раку и производим давление в обратную сторону.
Таким образом, добиваемся ровной плоскости рамы. После такой манипуляции, проверяем еще раз на шаблоне, давим сверху пальцем на углы, и если рамка лежит ровно всей плоскостью, больше не играет с угла на угол, убираем ее в сторону, приступаем к сборке следующей рамы.
После того, как все рамки готовы, проверенны на наблоне, произовдим обежиривание растворителем, красим, желательно в три слоя, каждый слой наносить после высыхания предыдушего.
Я крашу обычной молярной кисточкой, если есть комрессор, то красим распылителем. Ждем сутки, чтобы краска схватилась, можно клеить сетку.
Красим только три плоскости, верхнюю, внутренюю, наружную, плоскость куда будет приклеена сетка, осталяем без покрытия голое железо.
Перед приклеиванием сетки, при помощи болгарки делаем эту сторону шероховатой, и обезжириваем растворителем. Обязательно перед приклеиванием, грунтуем нижнюю сторону клеем для сетки.



На этом все, желаю вам изготовить качественные рамы, и не париться с совмещением.